|
|
|




















|
|


Je suis en ligne une discussion en ligne
Certificat
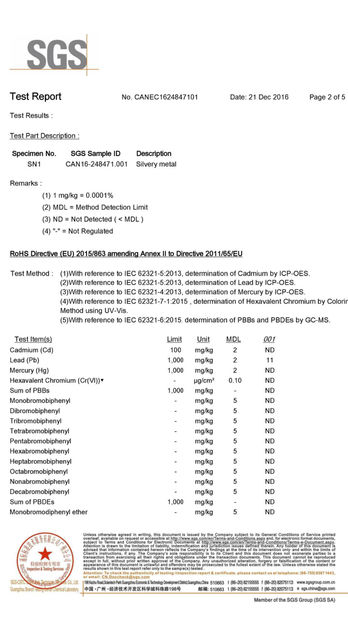
Le fer nickellent le fil d'expansion de l'alliage 52 FeNi52 ASTM F30 1.5mm
|
|
Détails sur le produit:
Conditions de paiement et expédition:
|







Description de produit détaillée
| matériel: | Alloy52 | TYPE DE MATÉRIEL: | Alliage de précision |
|---|---|---|---|
| Diamètre: | 0.05mm~10mm | Paquet: | Spool&Coil |
| Poids de bobine: | 5~50KG | Nom commun: | FeNi52 |
| application: | Joint verre-métal | Chimie: | Fe, alliage de Ni |
| Type d'alliage: | Alliage d'expansion | ||
| Mettre en évidence: | fil d'expansion de 1.5mm,Fil d'expansion d'ASTM F30,Fil de l'expansion FeNi52 |
||
Fil de l'alliage FeNi52 de l'alliage 52 par le diamètre d'ASTM F30 : 1.5mm pour le verre-cachetage
Description de produit
L'alliage fixe d'expansion de fer-nickel est une série d'alliages fixes d'expansion qui peuvent être assortis avec le verre mou et la céramique avec différents coefficients d'expansion dans une température ambiante donnée en ajustant le contenu de nickel. Le coefficient d'expansion et augmentation du point de curie avec l'augmentation de contenu de nickel. Cet or de combinaison est un matériel de scellage très utilisé de structure dans l'industrie du vide électrique
Composition chimique
| Catégorie | C% | P% | S% | Mn% | Si% | Cu% | Cr% | Mo% | Ni% | Co% | Fe% |
| Alloy52 | 0,05 maximum | 0,020 maximum | 0,020 maximum | 0,80 maximum | 0,30 maximum | / | / | / | 51.5~52.5 | / | BAL. |
Caractéristiques
| Catégorie | Nom commun | Nom commun |
| Alloy52 | Vacodil520 | NILO 52 |
Propriétés physiques
| Catégorie | Densité | Résistivité |
| Alloy52 | 8,25 g/cm3 | 0,43 |
![]()
Grosseur du grain d'Alloy52
Le grosseur du grain de l'alliage emboutissant la ceinture ne devrait pas être moins que de niveau 7, et le grosseur du grain moins que le niveau 7 ne devrait pas dépasser 10% du secteur. Quand le grosseur du grain moyen de la bande avec une épaisseur de moins de 0.13mm est estimé, le nombre de grains le long de l'épaisseur de la bande devrait être aucun moins de 8.
Représentation de soudure d'Alloy52
L'or combiné a bon soudant la représentation et peut être soudé et repéré soudé. La combinaison de l'or et du verre mou devrait pré-être oxydée avant le scellage.
Coefficient d'expansion
| Alliage | Coefficient linéaire de dilatation thermique a, 10-6/°C | |||||||
| 20-200°C | 20-300°C | 20-350°C | 20-450°C | 20-500°C | 20-600°C | 20-700°C | 20-800°C | |
| Kovar | 10,4 | 10,2 | 10,3 | 10,3 | 10,3 | 10,8 | / | / |
Traitement thermique pour Alloy52
(1) le recuit de détente afin d'éliminer la contrainte résiduelle des pièces après usinage, recuit de détente est exigé : 430~540℃, conservation 1~2h, four de la chaleur se refroidissant ou refroidissement à l'air. [1]
(2) recuit intermédiaire afin d'éliminer le phénomène de durcissement de travail provoqué par l'alliage en cours de laminage à froid, étirage à froid et estampillage froid, afin de faciliter le traitement continué. L'objet doit être chauffé à 700~800℃ dans un vide ou une atmosphère protectrice pour 30~60min, puis four refroidi, air refroidi ou eau éteinte.
(3) traitement de Pré-oxydation quand l'or combiné est employé comme matériel de scellage, il devrait pré-être oxydé avant le scellage. Un uniforme et un à pellicule d'oxyde dense est formé sur la surface de l'alliage. Les pièces sont chauffées en hydrogène humide saturé à 1100°C pendant 30 minutes, et à environ puis oxydées dans le ciel 800°C pendant 5-10 minutes. Le gain de poids des pièces devrait être 0.1~0.3mg/cm2
Profil d'entreprise
![]()
Photos de client
![]()
Exposition
![]()
Processus de fabrication
![]()
Equirement de essai
![]()
![]()
Expédition
![]()
Contactez-nous
![]()
Coordonnées
Ohmalloy Material Co.,Ltd
Personne à contacter: Jully
Téléphone: +8617301602658
Envoyez votre demande directement à nous
Plus Alliages de précision
-
Alliages à base de nickel pour four à vide
-
alliage magnétique permanent de la précision 3J53 semblable à l'envergure C de Ni
-
Tuyau capillaire d'alliage de précision d'Invar36 FeNi36 utilisé dans l'industrie de médecine
-
Actions prêtes de bonne qualité de tube de Kovar/de tube 4J29/29HK de tuyau
-
Fil Ni33Co17 d'alliage de Ni Co de Fe d'expansion pour la céramique de scellage et assortie
-
Constant Elastic Alloy 0.125mmx25mm 3J53 Strip for Spring