|
|
|




















|
|


Je suis en ligne une discussion en ligne
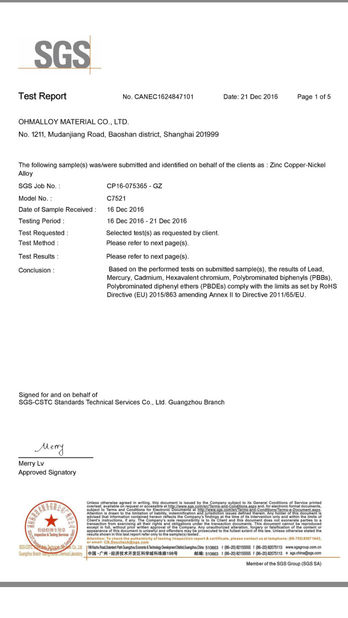
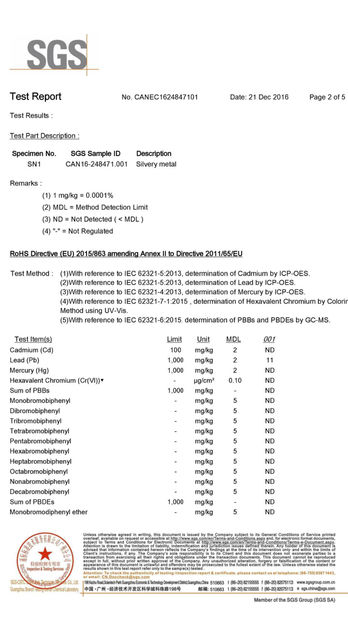
Certificat
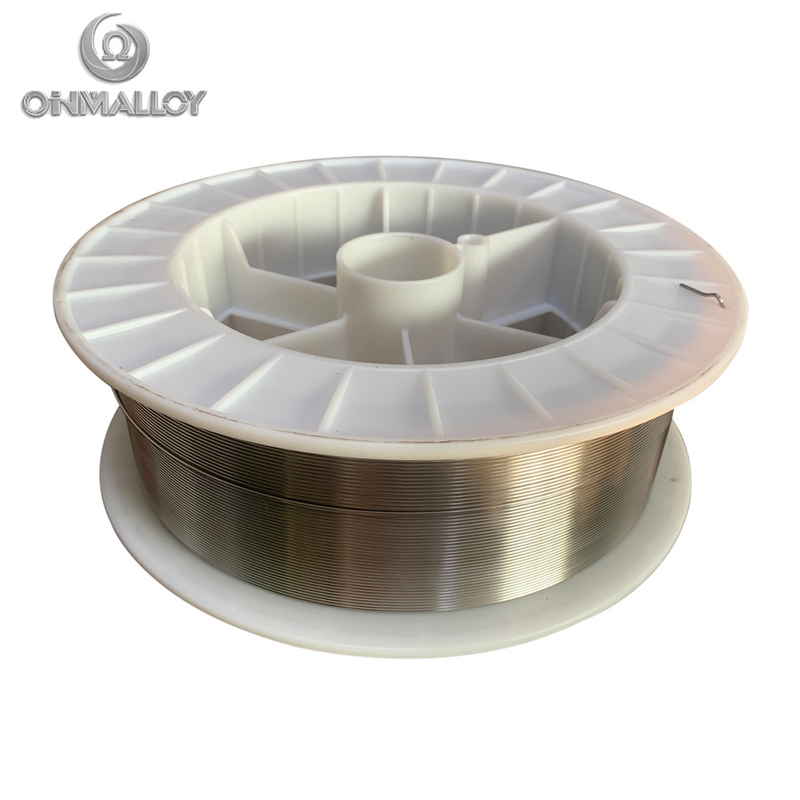
Fil solide d'alliage de NiAl de fil de jet thermique de NiAl95/5 1.6mm/2mm avec l'OIN/CE
|
Détails sur le produit:
Conditions de paiement et expédition:
|




Description de produit détaillée
| Matériel: | Ni95% Al5% | Diamètre: | 1,6 mm, 2,0 mm |
|---|---|---|---|
| Forfait: | 15kg/spool | Application: | Revêtement de jet thermique |
| Manière de pulvérisation: | vaporisation par arc électrique | Dureté typique: | HRB75 |
| Force en esclavage: | 10000 psi | Efficacité de dépôt: | 70% |
| Mettre en évidence: | Fil de pulvérisation thermique en alliage NiAl,fil de pulvérisation thermique NiAl95/5,fil en alliage de 1 |
||
Fil solide d'alliage de NiAl de fil de jet thermique de NiAl95/5 1.6mm /2mm en stock haute performance avec OIN/CE
PRÉSENTATION DU PRODUIT
Le NiAl95/5 est un fil solide spécialement conçu pour les systèmes de pulvérisation à l'arc.Il est auto-adhésif sur la plupart des matériaux et nécessite une préparation de surface minimale.Des forces de liaison supérieures à 9 000 psi peuvent être obtenues sur des surfaces lisses et propres.La rugosité de la surface par usinage, grenaillage ou meulage peut augmenter la force de liaison jusqu'à 10 000 psi.Le NiAl95/5 présente une bonne résistance à l'oxydation et à l'abrasion à haute température, ainsi qu'une excellente résistance aux chocs et à la flexion.Le NiAl95/5 peut être usiné et rectifié jusqu'à une finition de 5 micro pouces.Il s'agit d'un matériau auto-liant en une seule étape qui convient également à la reconstitution et à la restauration dimensionnelle des alliages à base de nickel.Le PMET 885 est largement utilisé comme couche de liaison pour les couches de finition par pulvérisation thermique ultérieures et comme matériau de construction en une étape pour la restauration dimensionnelle des moteurs d'avion.
CARACTÉRISTIQUES TYPIQUES DU DÉPÔT :
Þ Dureté typique : HRB 75
Þ Force de liaison : 10000 psi
Þ Taux de dépôt : 10 lb/h/100 A
Þ Efficacité du dépôt 70 %
Þ Couverture de fil : 0,9 oz/pi2/ millième
Þ État de surface * Variable
Þ Usinabilité Bonne
Þ Coefficient d'Exp. Thermique7x10-6 po/po°F
(1000 °F)
* Dépend de la pression d'air utilisée
PRÉPARATION DE SURFACE
La surface doit être propre, en métal blanc, sans oxydes (rouille), saleté, graisse ou huile sur la surface à enduire.Remarque : Il est préférable de ne pas manipuler les surfaces après le nettoyage.
La méthode de préparation recommandée consiste à grenailler avec de l'oxyde d'aluminium 24 mesh, un broyage grossier ou une machine grossière dans un tour.
APPLICATION
Þ Couche de liaison
Þ Restauration dimensionnelle
SPÉCIFICATION
95Ni 5Al, PWA 36937 pour PWA 271-37 Rev H,
GEAE C07-042 pour GE SPM 70-49-38,
B50TF56-S11/CL A (chimie uniquement), CFMI CP6039 pour 70-48-14,
Honeywell FP5045, Type XV Nickel Aluminium
COMPOSITION CHIMIQUE NOMINALE (% en poids)
| Ni | Al | Total autres |
| 93,0 | 4.0-5.5 | 1,7 maximum |
PARAMÈTRES DE PULVÉRISATION RECOMMANDÉS :
| Diamètre | Pression de l'air | Tension | Intensité de courant | Impasse |
| 1/16" (1,6 mm) | *50-60 psi | *29-30 | *100-200 | *3-6 po (8-15 cm) |
* Les paramètres sont typiques et peuvent varier en fonction de l'équipement utilisé.Contactez le fabricant de votre équipement pour des paramètres de pulvérisation optimaux
TAILLES ET EMBALLAGES STANDARD :
| Diamètre | Emballage |
| 1/16" (1,6 mm) | 15kg/bobine |
![]()
FAQ
Coordonnées
Ohmalloy Material Co.,Ltd
Personne à contacter: Mr. Qiu
Téléphone: +8613795230939
Envoyez votre demande directement à nous
Plus Fil thermique de jet
-
Fil en aluminium à pulvérisation thermique
-
Fil thermique du jet Zn85Al15
-
Fil thermique solide du jet Ni95Al5 haute performance de 1.6mm/de 2mm avec l'OIN/CE
-
Résistance à la corrosion de fil de Monel 400 de restauration d'élément de machine bonne
-
ERNiCrMo-4 fil d'électrode brillante de 2,5 mm avec un allongement de 27% pour le soudage C-276 et Ni-Cr-Mo
-
Fil de projection thermique OHMALLOY NiAl95/5 Alliage NiAl Fil plein 1,6 mm/2 mm Certifié ISO/CE